

扫微信-恒歌科技

24h咨询热线:
13622300425
扫微信-恒歌科技
24h咨询热线:
13622300425在金属增材制造设备运维体系中,气体循环、真空抽吸、粉末输送回路的过滤组件,是保障设备连续稳定运行、成品打印质量与粉末回收利用率的核心部件。激光选区熔化(SLM)、电子束熔化(EBM)等主流工艺设备,普遍采用不锈钢烧结过滤杯作为核心过滤元件,主要用于截留打印舱内悬浮金属粉尘与熔融烟尘,防护管路、真空泵、风机及精密传感部件免受颗粒磨损与污染。
现阶段行业主流滤杯孔径分为 1μm、5μm、10μm 三类,也是设备配套、备件选型过程中最易产生困惑的环节。过滤孔径并非精度越高适用性越强,选型需结合过滤介质、系统流量、粉尘负荷及现场工况综合判定,盲目选用高精密孔径会直接改变管路压差、设备能耗与维保周期。
一、金属 3D 打印设备选用烧结不锈钢滤杯的技术依据
金属粉末经高能束流熔融成型时,会产生大量超细悬浮颗粒。此类微小颗粒物随保护气体在密闭舱体与循环管路内流动,易侵入动力组件、真空单元及精密检测器件,引发部件磨损、气路紊乱等问题,进而影响打印环境的洁净度与工艺稳定性。
相较于传统滤纸、纤维类滤材,烧结不锈钢滤杯具备耐高温、耐金属粉尘腐蚀、机械强度高、支持反吹再生与超声清洗等特性,可满足工业级设备长期连续运行要求,也是目前金属 3D 打印气路系统的标准配置。

二、1μm、5μm、10μm 滤杯核心参数与性能差异
过滤孔径直接决定元件的截留精度与流体通流能力,孔径越小,颗粒截留能力越强,同时气路流通阻力同步上升,三类规格适用边界区分明确:
1. 1μm 精密级过滤
该规格属于高精度过滤范畴,可有效截留亚微米及细微米级悬浮颗粒,适用于对气体洁净度有严苛要求的闭环系统。 典型应用场景:高纯氩气循环回路、高精度粉末回收系统、管路终端精密防护过滤。 技术特点:截留效果优异,但气路压差上升速率快;在高粉尘负荷工况下滤层易发生堵塞,需按照规范定期开展反吹再生或超声波清洗作业。
2. 5μm 通用级过滤
5μm 是当前金属 3D 打印领域应用最广泛的主流规格。针对行业常用 15~63μm 粒度区间的金属粉末,该孔径可截留绝大多数悬浮粉尘,同时将流通阻力控制在合理范围。 综合性能优势突出:过滤效率与通流流量实现最优平衡,压差增速平缓,元件使用寿命更长,整体维保成本更低。目前多数原厂设备的保护气体主循环回路、真空泵前端防护过滤,均优先采用此规格,无特殊洁净要求时,5μm 为通用性最优选型。
3. 10μm 粗效预过滤
10μm 定位为粗过滤元件,截留精度偏低,但通流截面积大、容尘量高,流体阻力最小。 主要用于系统前端预处理环节:粉末输送管路防护、压缩空气前置过滤、真空系统前级过滤、气体循环粗过滤。 技术特点:滤层不易被大浓度粉尘堵塞,运维间隔周期更长,可适配大流量、高粉尘负荷的恶劣工况。
三、过滤孔径选型误区:精度并非越高越好
在过滤系统设计中,过滤精度与运行阻力、使用成本呈相互制约关系,单纯追求最小孔径会引发多项运行隐患: 其一,流通阻力增大会抬高管路整体压差,风机、真空泵需提升功率维持额定流量,直接造成设备运行能耗增加; 其二,细孔径滤杯滤层致密,粉尘附着后堵塞速度加快,大幅缩短清洗、更换周期; 其三,频繁的停机维保、元件更换,会降低设备稼动率,间接提升综合运维成本。 因此,结合工况匹配对应孔径,远优于一味选用高精密过滤元件。
四、分场景选型标准与多级过滤方案
结合行业现场应用经验,不同功能回路的滤杯孔径选型参考如下:
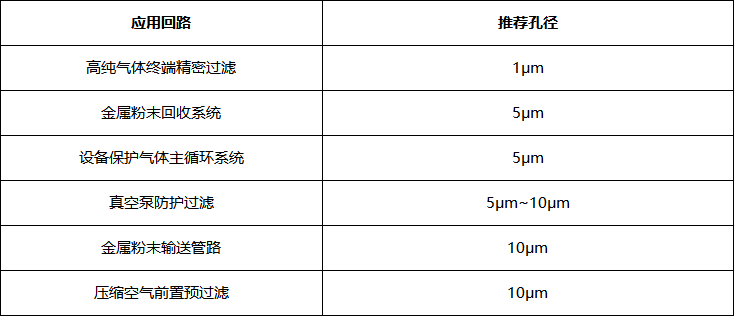
针对粉尘负荷偏高、连续作业时长较长的生产设备,建议采用多级梯度过滤架构:管路前端配置 10μm 滤杯完成粗过滤,拦截大颗粒粉尘;后端搭配 5μm 滤杯做精过滤。该组合模式既能保障整体过滤效果,又可大幅减轻精密滤层的负荷,延长核心过滤元件使用寿命。
五、总结
不锈钢烧结过滤杯的孔径选型,是金属 3D 打印气路系统设计与备件管理的重要环节,直接影响气路流通效率、过滤效果及全生命周期运维成本。1μm、5μm、10μm 三类规格无绝对优劣,仅适配不同技术要求的工况:高洁净度回路选用 1μm,常规生产系统优先 5μm,前端预过滤、大流量回路选用 10μm。
实际选型阶段,需结合所用金属粉末粒度、系统额定流量、工作压力、预设维保周期等参数综合评估,才能让过滤组件发挥最优性能,保障设备长期稳定运行。
以上就是关于 金属 3D 打印烧结过滤杯孔径选型:1μm/5μm/10μm 参数差异与工况匹配方案! 全部内容;
版权保护: 本文由 烧结过滤器专家 原创,转载请保留链接:https://www.hengko.com.cn/xinwendongtai/1627.html

联系方式
电话:13622300425 | 邮箱:sales@hengko.cn | Q Q:2184633766


 访问手机站
访问手机站
微信二维码
服务热线